
Pump Station Access Systems for Water and Wastewater Infrastructure
Pump stations are one of the most access-intensive assets in water and wastewater infrastructure.
Operators need regular entry to inspect pumps, check instrumentation, service valves and respond to alarms, which are often in confined environments with hydrogen sulphide risk exposure and poor airflow.
Generic access equipment does not provide suitable access solutions to these areas. Pump stations need access systems engineered to the configuration of the specific asset — the depth, geometry, wet well design, valve chamber layout, and confined space classification, construction material and design configuration.
Safetylyne designs, manufactures, installs and certifies pump station access systems for councils, water utilities, civil contractors and asset owners across Australia. Every system is fabricated in our Australian workshop and installed and certified. External consultants are often engaged to provide peer reviews and certification where required.
Height Safety and Access Systems Across Water and Wastewater Treatment Zones
Each treatment zone has different structural, environmental and compliance requirements. Safetylyne engineers access systems for:
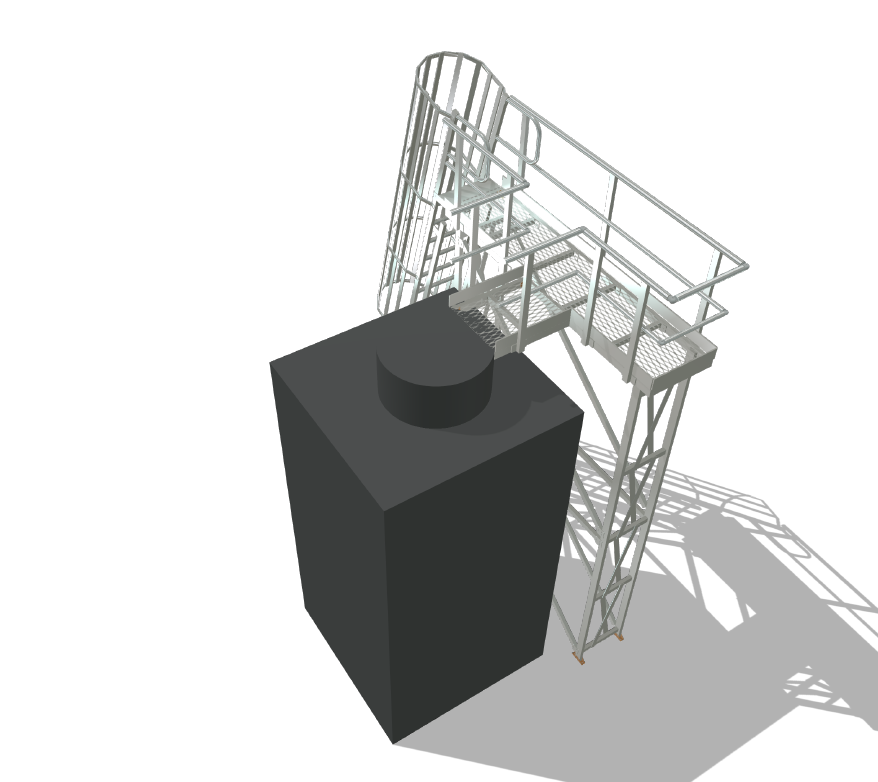
+ Reservoirs and water storage tanks access
Roof access hatches, service platforms, walkways, perimeter guardrails and fixed ladder systems for potable water tanks and service reservoirs.
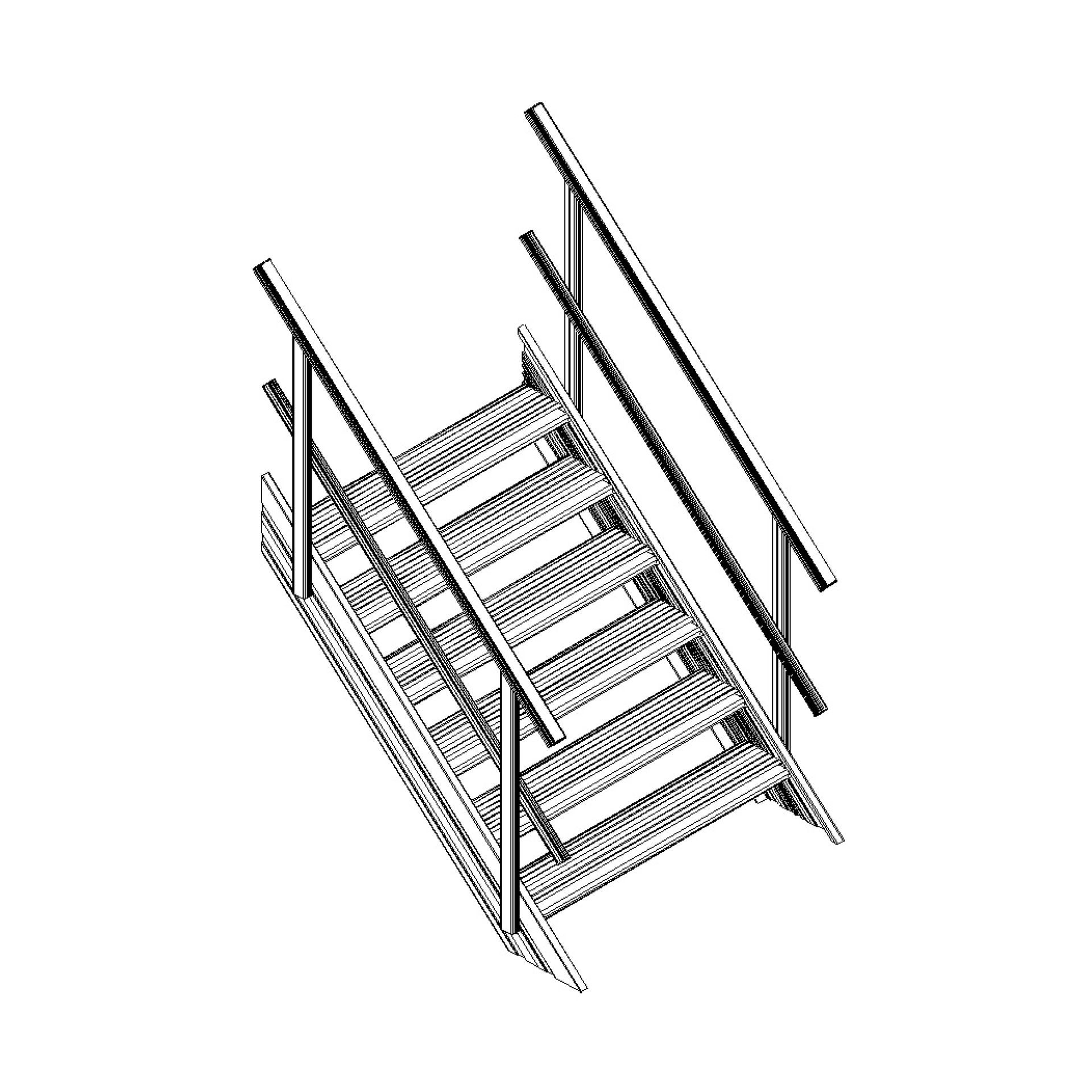
+ Pump stations - platforms, stair access and confined space entry Systems for both above-ground and below-ground pump station configurations, including wet well access.
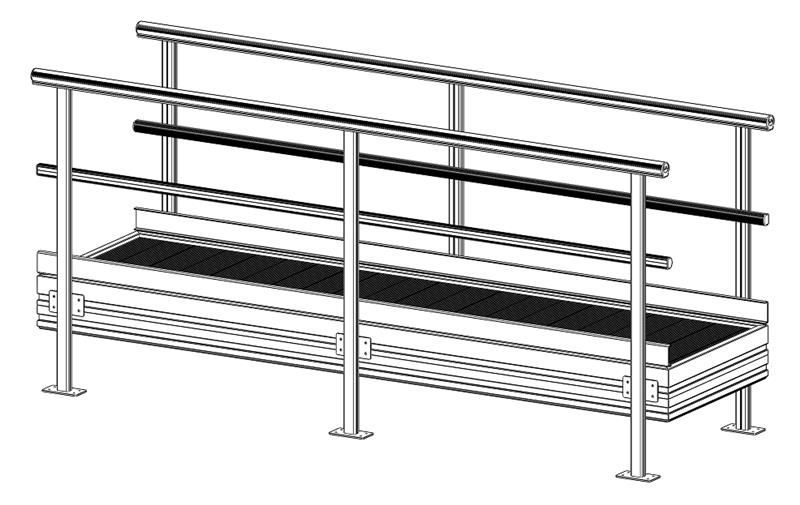
+ Clarifiers and sedimentation basins
Elevated walkways and inspection platforms across large-diameter structures are designed around operational access requirements and structural load constraints.
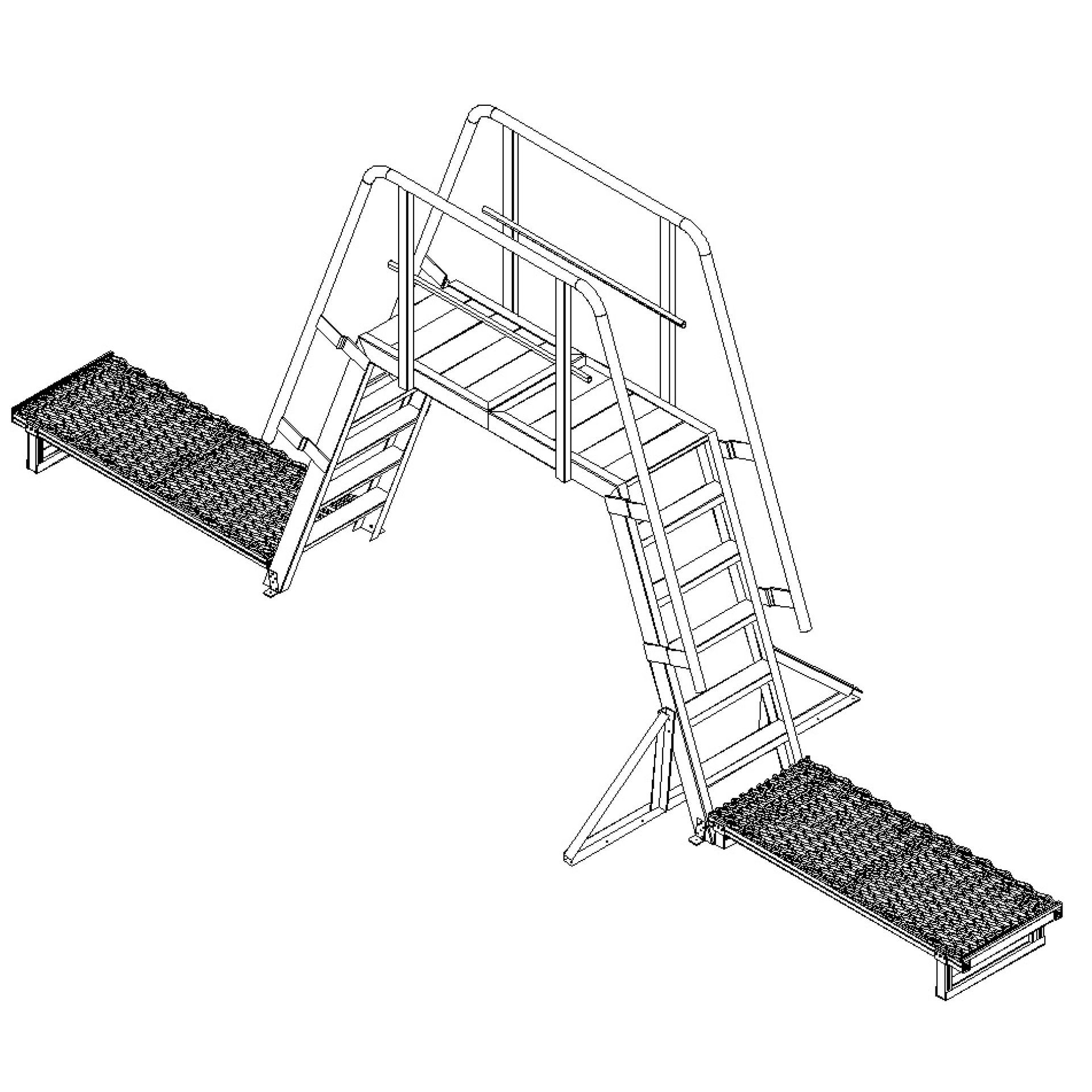
+ Aeration tanks access
Crossover stairs and gantry walkways for safe access over aeration basins, with fixings and load ratings suited to the structure and service load rating requirements.
+ Chemical dosing and storage areas
Access platforms designed for regular maintenance access in chemical exposure environments, using materials specified for the potential chemical exposure present on site.
+ Sludge handling and dewatering areas - robust elevated platforms and stair systems suited to high-humidity, condensed odour environments.
+ UV and chlorination zones safe access
Compliant fixed access for routine servicing of disinfection equipment.
+ Pipe bridges and pipeline access solutions
Walkways and access structures over and alongside process pipework and service access positions.


Modular and Custom Gantry Solutions For Water Reservoirs and Liquid Storage Tanks
Water treatment facilities often require overhead or elevated access for servicing tanks, filters, pumps, and chemical dosing areas. Our gantry solutions include:
- Lightweight Modular gantries – flexible systems that adapt to changing site layouts
- Portable gantries – for temporary use or isolated maintenance zones
- Custom gantry cranes – precision-engineered for specific infrastructure
- Production line gantries – supporting operational workflows in water processing
- Assembly and maintenance gantries – enhancing access for plant equipment upgrades and maintenance
- Servicing gantries and viewing gantries
– for safe, efficient equipment maintenance access
Each gantry system is engineered for reliability, compliance, ease of use and workers safety.
Access Systems Design, Manufacture, Installation and Certification - Turn-Key Projects
Our team designs every access system from first principles. We fabricate in our Australian manufacturing facility using premium-grade aluminium selected for corrosion resistance and long-term performance in humid, chemical and outdoor environments.
This process gives asset owners and project managers a single accountable party across the full scope - from design drawings through to as-built documentation and compliance certification.
This integration particularly matters for water infrastructure projects, where access systems often interface with structural elements, process equipment and confined space management plans.

Australian Standards and Material Specifications for Water Infrastructure Access
Safetylyne uses structural aluminium throughout its water infrastructure access systems.
Aluminium performs where steel corrodes in humid plant environments, near chlorination and chemical dosing equipment, and on exposed tank and reservoir structures.
It does not require ongoing coating maintenance and carries no risk of contamination from corrosion near potable water assets.
All systems are designed and certified to relevant Australian Standards, including:
- AS 1657:2018 - Fixed platforms, walkways, stairways and ladders
- AS 2865 - Confined spaces (where applicable)
- AS 1664.1:1997 - Aluminium Structures
Work Health and Safety obligations under the WHS Act apply to all permanent access structures. Safetylyne provides full compliance documentation as part of every project delivery.

Safetylyne delivers fully certified, fit-for-purpose access systems across Australia.
Our clients include:
- Australian Government departments
- State and local councils
- Defence facilities
- Airports and Airlines
- Leading national construction contractors
- Municipal and regional water authorities
- State and local councils
- Water and sewerage utilities
- Private industrial water treatment operators
We partner with asset owners, engineers, and facility managers to solve complex access challenges - through proven design, in-house manufacturing, and national delivery.
We engage at the design stage wherever possible - coordinating with structural engineers and building designers to integrate access into the structure, not retrofit it afterwards.


Safetylyne delivers water infrastructure access systems across Australia, from single pump station platforms to multi-zone access schemes across large treatment works.
To discuss your project, contact our team or submit your site details for a design consultation.
Access Solved
CONTACT OUR TEAM